Szukam...
|
|
||
|
||
|
|

Innowacyjne rozwiązania konstrukcyjne obrabiarek skrawających do metalu firmy Mori Seiki (Japonia) i ich wpływ na produktywność obróbki skrawaniem i trwałość narzędzi skrawających.
Wiodący producent obrabiarek skrawających do metali – firma Mori Seiki (Japonia) wprowadziła w ostatnich dwóch latach nowe serie obrabiarek skrawających do metalu w których zastosowała innowacyjne rozwiązania konstrukcyjne, które w sposób istotny wpłynęły na produktywność obróbki skrawaniem metali, oraz wydłużyły żywotność stosowanych narzędzi skrawających.
Wprowadzone do sprzedaży modele (wszystkie ze sterowaniem numerycznym), to:
• seria NL (ang. New Lathe) tokarek,
• seria NH (ang. New Horizontal) poziomych centrów obróbkowych i
• seria NV (New Vertical) – pionowych centrów obróbkowych
Mori Seiki jest uważana (nawet przez konkurentów) jako producent obrabiarek skrawających do metalu bezwzględnie przodujący w dziedzinie innowacyjności.
Całość produkcji tych podzespołów obrabiarek, które decydują o jakości, dokładności i trwałości jest wykonywana wewnątrz firmy i podlega ciągłej kontroli i udoskonalaniu.
Firma posiada bardzo rozbudowaną sieć dystrybucji w całym Świecie:
- 41 fabrycznych punktów serwisowo-treningowych (najbliższy w stosunku do Polski – w Stuttgarcie)
- 5 magazynów części zamiennych (najbliższy w Stuttgarcie)
- 143 dystrybutorów
Przedstawicielem firmy Mori Seiki w Polsce jest firma APX Technologie Sp. z o.o. z główną siedzibą w Pruszkowie koło Warszawy, mająca od lutego 2007 roku swój oddział na Dolnym Śląsku (ul. Karkonoska 59, 53-015 Wrocław.)
Innowacyjność rozwiązania DCG®- "Driven in the center of gravity" - napęd przez środek ciężkości.
Wszystkie powyżej wymienione serie centrów obróbkowych: NL, NH i NV wprowadzonych na rynek w ciągu ostatnich 2 lat charakteryzuje zastosowanie – opracowanego i opatentowanego przez Mori Seiki sposobu przemieszczania głównych mas w czasie pracy obrabiarki.
Znaczenie koncepcji DCG®- w budowie obrabiarek
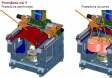
Elementy części maszyn poruszają się wzdłuż osi prowadnic lub łożysk liniowych. Jak wiemy przyłożenie siły napędzającej część maszyny do punktu odległego od środka tej części powoduje powstanie momentu skręcającego. Siły reakcji w prowadnicach z jednej strony sprawiają, że element porusza się w linii prostej, z drugiej jednak wprowadzają drgania. 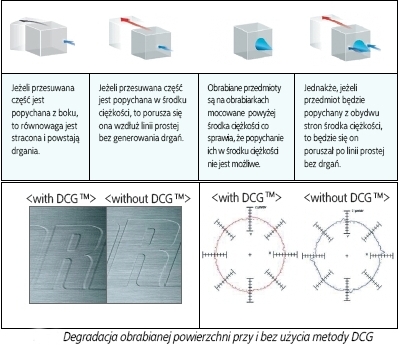
Silne drgania i wibracje doprowadzają do degradacji obrabianej powierzchni i skrócenia żywotności narzędzia.
Konwencjonalną metodą zredukowania niepożądanych wibracji jest zredukowanie wzmocnienia sprzężenia zwrotnego, miary dynamicznej reakcji. Jednakże w rezultacie zredukowania wzmocnienia wzrasta czas obróbki. DCG eliminuje przyczynę wibracji, chwilowy moment skręcający. Wysokie wzmocnienie sprzężenia zwrotnego może być używane bez obawy o wystąpienie drgań.
Obrabiarka
Praca konstruktora obrabiarki polega na połączeniu wiedzy i doświadczenia z innowacją i kreatywnością. Wszystko to po to by skonstruować dla klienta obrabiarkę w idealnej równowadze ceny i wydajności. W szczególności w koncepcji DCG koszty zastosowania dwu-śrubowego napędu kulowego muszą być usprawiedliwione przez odpowiednią poprawę osiągów obrabiarki.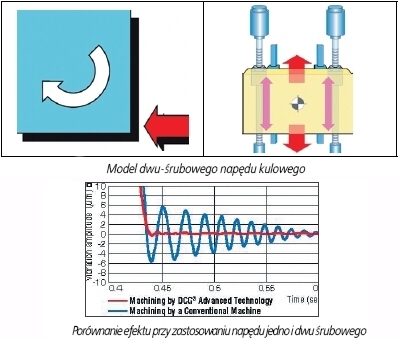
Dzięki rozwiniętej technice analizy metodą elementów skończonych (FEM), inżynierowie Mori Seiki ocenili efekty dwu śrubowego napędu kulowego modelu DCG w porównaniu do jedno śrubowego napędu stosowanego w większości konstrukcji. Rezultaty pokazuje 20-fałdowy spadek drgań w osi na początku posuwu w projekcie DCG. W wypadku obrabiarek bez DCG - wzmocnienie sprzężenia zwrotnego sterowania może być podwojone.
Czy DCG jest zawsze konieczny?
W sytuacji gdy jedno śrubowy napęd kulowy możne być umieszczony blisko środka ciężkości koszt instalacji dwu śrubowego napędu kulowego może okazać się nieopłacalny. W obrabiarce NH6300 osie X oraz Z posiadają dwu śrubowy napęd kulowy DCG, podczas gdy oś Y posiada pojedynczy śrubowy napęd kulowy umieszczony blisko środka ciężkości. Dla osi Y możliwym jest ustawienie wzmocnienie sprzężenia zwrotnego sterowania wysoko a zatem dodatkowy koszt związany z dwu śrubowym napędem kulowym nie jest konieczny.
Techniczny przełom
Pod koniec lat 90 postęp w skracaniu czasu obróbki skrawaniem przy jednoczesnym utrzymywaniu dokładności i jakości powierzchni końcowej uległ spowolnieniu. Pojawiły się różnorakie metody, włączając użycie silnika liniowego oraz równoległych połączonych ze sobą mechanizmów, jednak jak dotychczas próby te nie zakończyły się pełnym uznanym sukcesem. Z DCG Mori Seiki przełamało ten impas. W DCG– Napędzanie w Centrum Ciężkości, Mori Seiki połączyło obróbkę skrawaniem z dużą szybkością i z dużym przyspieszeniem z dokładnością i doskonałą końcową jakością powierzchni, podnosząc tym samym wydajność obróbki skrawaniem na wyższy poziom.
Centrum poziome Mori Seiki Model NH5000DCG Japońska firma MORI SEIKI ukończyła prace nad najnowszym z serii poziomych centrów obróbkowych typoszeregu NH. Wprowadzony właśnie model NH5000DCG zastąpił poprzednią konstrukcję o symbolu NH5000 posiadającą paletę o wielkości 500x500 mm..
Japońska firma MORI SEIKI ukończyła prace nad najnowszym z serii poziomych centrów obróbkowych typoszeregu NH. Wprowadzony właśnie model NH5000DCG zastąpił poprzednią konstrukcję o symbolu NH5000 posiadającą paletę o wielkości 500x500 mm..
Wprowadzone zmiany konstrukcyjne polegają na wykorzystaniu systemu napędu przez środek ciężkości DCG (od ang. Driven at the Center of Gravity) opartego na dwóch jednocześnie pracujących śrubach napędowych. Śruby napędzają elementy korpusu zbudowanego jako rama w ramie (ang. Box in Box) znanego ze swojej sztywności. Całość wykazuje doskonałe własności dynamiczne i kinematyczne.
Zastosowanie napędu DCG ma na celu poprawienie sztywności obrabiarki i umożliwienie wykorzystania szybkich posuwów skrawania przy jednoczesnym uzyskaniu bardzo dobrej jakości obrabianej powierzchni. Dodatkowo wzrasta żywotność narzędzi, których krawędzie skrawające nie są poddawane obciążeniom pochodzącym od drgań.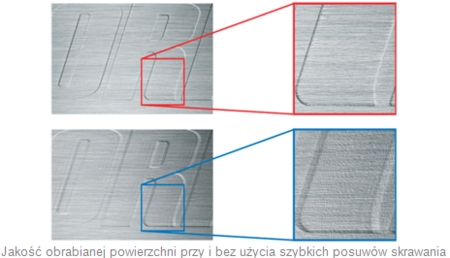
Na górze przedstawiona powierzchnia obrobiona na obrabiarce z zastosowaniem podwójnego napędu stołu DCG, na dole powierzchnia obrobiona na obrabiarce z pojedynczą śrubą napędową stołu.
Stół obrotowy z wbudowanym silnikiem
Obrabiarka jest budowana ze stołem obrotowym indeksowanym co 1 stopień zbudowanym na bazie przekładni ślimakowej albo opcjonalnie z pełną osią obrotową B umożliwiającą minimalny kąt indeksacji 0,001 stopnia. Pełna oś obrotowa B zbudowana jest z wykorzystaniem zabudowanego silnika bezpośredniego napędu działającego szybko i bardzo precyzyjnie.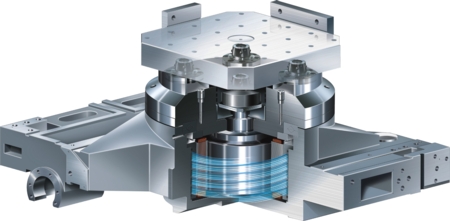
(APX TECHNOLOGIE SP. Z O.O.; opr. JP )
| Szczegóły firmy | Dołącz się |
|---|
  )  ) |
|
||||||||||
|
|||||||||||
|
|||||||||||